Permanent Mold Casting
the Advantages of using the Permanent Mold Casting Process:
- Able to produce complex shapes and designs
- Finer grain structure
- Better mechanical properties including strength of casting
- Able to achieve a higher as-cast surface finish over the sand casting process
- High volume production runs
- Precise and consistent control over dimensional attributes
- Increased repeatability of casting
- High quality of surface finish on as-cast products
- Improved definition and detail within parts
- Ability to design thinner wall thicknesses
- Competitively priced casting production
1-Die Casting:
Die casting is a manufacturing process that can produce geometrically complex metal parts through the use of reusable molds, called dies. The die casting process involves the use of a furnace, metal, die casting machine, and die. The metal, typically a non-ferrous alloy such as aluminum or zinc, is melted in the furnace and then injected into the dies in the die casting machine.
there are two types of die casting
the first hot chamber die casting :

Hot chamber casting machines use an oil or gas powered piston to drive the molten metal heated within the machine into the die. The piston pulls back allowing the molten metal to fill what is called the “goose neck” once the liquid metal has filled the goose neck the piston can then force the liquid metal into the die
the second type is
cold chamber die casting :

Cold chamber casting machines do not heat the metal, the molten metal must be ladled into the cold chamber manually or by an automatic ladle system, the molten metal is then forced into the die by a hydraulic piston at high pressure.
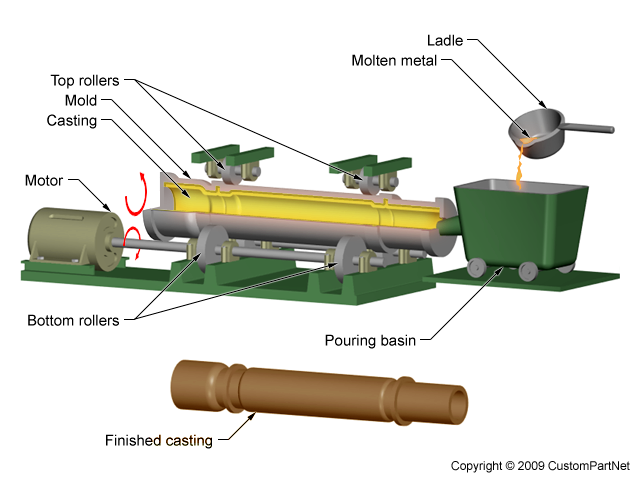
Centrifugal Casting:
a permanent mold is rotated about its axis at high speeds (300 to 3000 rpm) as the molten metal is poured. The molten metal is centrifugally thrown towards the inside mold wall, where it solidifies after cooling. The casting is usually a fine grain casting with a very fine-grained outer diameter, which is resistant to atmospheric corrosion,

Only cylindrical shapes can be produced with this process. Size limits are upto 3 m (10 feet) diameter and 15 m (50 feet) length. Wall thickness can be 2.5 mm to 125 mm (0.1 - 5.0 in). The tolerances that can be held on the OD can be as good as 2.5 mm (0.1 in) and on the ID can be 3.8 mm (0.15 in). The surface finish ranges from 2.5 mm to 12.5 mm (0.1 - 0.5 in) rms
No comments:
Post a Comment